原料煅燒豎窯的種類及窯內(nèi)物料煅燒特性
2022-10-14 11:49:45 點(diǎn)擊:
1、豎窯的分類及優(yōu)缺點(diǎn)
豎窯(亦稱立窯,瓶子窯)是用來(lái)鍛燒耐火原料及石灰的窯爐。
1)豎窯分類方法
一般可按鍛燒物料種類和使用燃料的不同進(jìn)行分類,也可按送風(fēng)方式和機(jī)械化水平不同進(jìn)行分類。
(1)按鍛燒物料種類不同可分為:粘土豎窯(鍛燒溫度1300-1400℃)、白云石豎窯(煅燒溫度1600-1650℃)、石灰豎窯(煅燒溫度1200-1300℃)、鎂石豎窯(煅燒溫度1600-1650℃)、高鋁豎窯(煅燒溫度1450-1650℃)
(2)按使用燃料種類可分為:固體燃料豎窯(以焦炭、無(wú)煙煤為燃料)、液體燃料豎窯(以重油為燃料)、氣體燃料豎窯(焦?fàn)t煤氣、混合煤氣、天然氣)
(3)按送風(fēng)方式不同可分為:強(qiáng)制通風(fēng)豎窯:采用鼓風(fēng)機(jī)將空氣鼓入窯內(nèi),強(qiáng)化鍛燒過(guò)程。自然通風(fēng)豎窯:窯內(nèi)氣體流動(dòng)主要靠豎筒本身的自然抽力進(jìn)行操作。
(4)按機(jī)械化程度不同可分為:人工加料豎窯;機(jī)械化豎窯,從加料到出料完全機(jī)械化。
2)豎窯的優(yōu)點(diǎn)
設(shè)備簡(jiǎn)單、投資少、單位成品所消耗的燃料少、成本低、單位容積利用系數(shù)大、設(shè)備本身占地面積小等。缺點(diǎn):窯內(nèi)溫度分布不均勻,因此容易產(chǎn)生欠燒和過(guò)燒品;使用焦炭或無(wú)煙煤作燃料時(shí),灰分污染產(chǎn)品;對(duì)入窯的原料塊度有一定的限制,碎料(<30mm)不能用在豎窯鍛燒,造成了資源的浪費(fèi),而且豎窯的生產(chǎn)能力也較小,勞動(dòng)條件較差。
從豎窯的發(fā)展來(lái)看,起初是人工操作,自然通風(fēng),定時(shí)加出料。隨著生產(chǎn)技術(shù)的發(fā)展,為提高產(chǎn)量、質(zhì)量、改善勞動(dòng)條件、提高生產(chǎn)效率、降低燃料消耗,逐步實(shí)現(xiàn)了機(jī)械化通風(fēng)、機(jī)械化加料和出料、水冷爐壁、密閉裝置等類型的機(jī)械化豎窯,使豎窯不斷改進(jìn),以適應(yīng)生產(chǎn)的現(xiàn)代化。
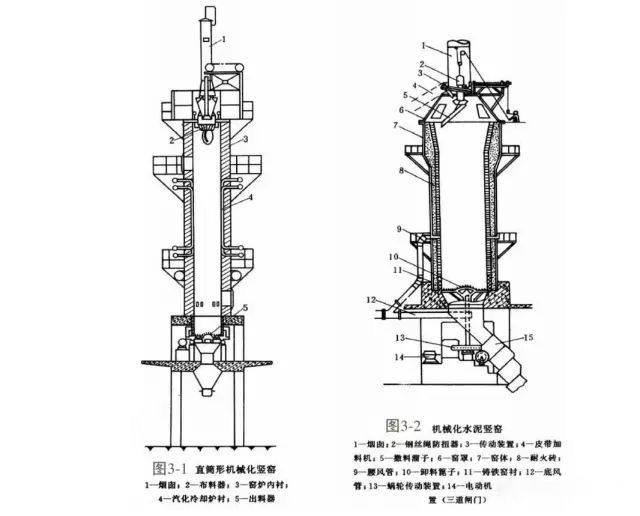
圖1:直筒型機(jī)械化豎窯/水泥豎窯
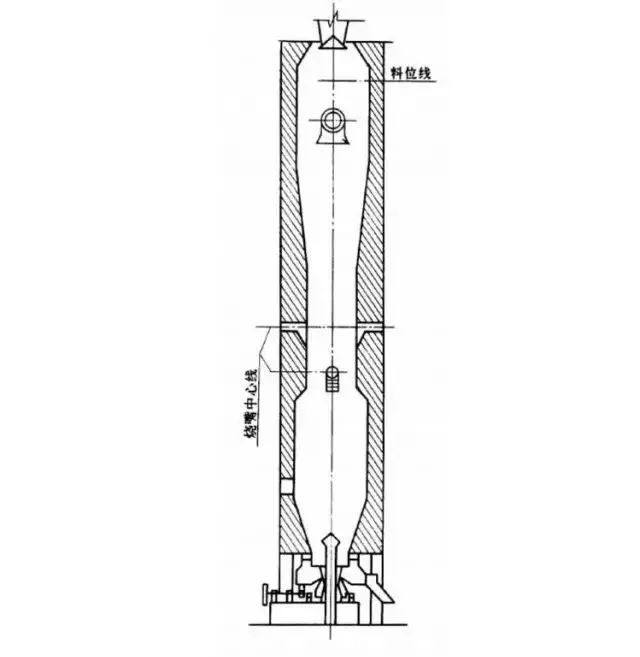
圖2:?jiǎn)♀徯椭赜褪邑Q窯
2、豎窯的結(jié)構(gòu)、形狀
1)豎窯的結(jié)構(gòu)
窯體、加料裝置、密封裝置、汽化冷卻裝置、卸料裝置及通風(fēng)裝置等。
2)窯體的形狀
對(duì)物料在窯內(nèi)的運(yùn)動(dòng)和氣流在窯內(nèi)的分布無(wú)疑都有重要影響。保證窯內(nèi)物料的均勻下沉和順行,并使氣流沿窯截面均勻分布,是對(duì)豎窯體形狀的基本要求,其形狀大致有以下幾種:
(1)直筒形:即上下內(nèi)徑相同的圓筒形,這種類型適用于煅燒各種耐火原料。這種豎窯結(jié)構(gòu)簡(jiǎn)單、堅(jiān)固,有利于物料順行和均勻下沉,且砌筑方便。但物料在窯內(nèi)自上而下運(yùn)動(dòng)時(shí),一旦燒結(jié),體積便會(huì)收縮,使其與窯壁間形成環(huán)形縫隙,造成窯周邊的阻力比窯中間的要小;同時(shí),物料在貼近窯襯處的堆積密度也較中部疏松,從而使豎窯同一斷面通風(fēng)不均,以致物料煅燒不均。
(2)鍛燒帶內(nèi)徑收縮的圓筒形豎窯:為克服上述缺點(diǎn),可將煅燒帶內(nèi)徑略加收縮,這樣可減少物料與窯壁之間的縫隙,從而使氣體沿窯截面較為均勻分布。對(duì)使用汽化冷卻爐壁的豎窯,還可使周邊物料在下沉過(guò)程中有可能向內(nèi)翻動(dòng),從而改善物料的煅燒條件,減少欠燒品。
(3)啞鈴形豎窯:為了擴(kuò)大窯的容積,常采用預(yù)熱帶和冷卻帶擴(kuò)大的啞鈴形截面。
(4)矩形豎窯:以重油與煤氣為燃料的豎窯。由于圓形截面受火焰穿透深度的限制,窯容積不能太大。因此,設(shè)計(jì)大容積重油、煤氣和外火箱豎窯時(shí),需采用矩形截面,其容積范圍:白云石、鎂石、粘土及高鋁原料豎窯,容積都大于50m3;石灰豎窯容積大于100m3。
3)豎窯內(nèi)各帶的作用豎窯內(nèi)各帶的作用
(1)原料在豎窯內(nèi)需歷經(jīng)三帶:預(yù)熱帶、煅燒帶、冷卻帶。
(2)在預(yù)熱帶的原料借助于煙氣的熱量進(jìn)行預(yù)熱;在煆燒帶的原料借助于燃料燃燒所放出的熱量進(jìn)行煅燒;在冷卻帶已煅燒好的原料與鼓入的冷卻空氣進(jìn)行熱交換,原料被冷卻,而空氣被加熱后進(jìn)入煅燒帶供助燃用。由于在預(yù)熱帶和冷卻帶按逆流方式進(jìn)行熱交換,熱量得到較好利用。因此,豎窯與其它類型窯比較,有較高的熱效率。原料在窯內(nèi)的停留時(shí)間有重要意義,如果停留時(shí)間短,就會(huì)影響煅燒質(zhì)量;停留時(shí)間過(guò)長(zhǎng),將使窯的產(chǎn)量降低,熱耗增加,有時(shí)也會(huì)影響產(chǎn)品質(zhì)量。因此,原料在窯內(nèi)的停留時(shí)間須與窯內(nèi)傳熱情況相配合。如能適當(dāng)提高鍛燒溫度,加大氣流速度,減少原料塊度等,均可加速傳熱速率,縮短原料在窯內(nèi)的停留時(shí)間,提高窯的產(chǎn)量。
3、喇叭型豎窯的窯型
1)設(shè)計(jì)原則
(1)窯體上口直徑等于或略小于窯體下口直徑,有效高度12m;
(2)窯體直徑基本上是兩頭小、中間大;
(3)根據(jù)窯體有效高度合理設(shè)計(jì)預(yù)熱帶、煅燒帶、冷卻帶的各帶高度;
(4)高度與直徑之比建議在3.8-4.2之間(大不超過(guò)4.3)。因?yàn)楦邚奖刃?,原料預(yù)熱不夠,窯頂廢氣溫度過(guò)高,熱能利用率低;高徑比大,原料在窯內(nèi)停留時(shí)間過(guò)長(zhǎng),操作困難;
(5)窯壁的收縮率(窯壁向內(nèi)傾斜),建議掌握在5-6%之間,因?yàn)樘〕闪酥蓖残?,太大時(shí)則窯頂直徑太小;
(6)窯尾收縮應(yīng)在中爐條以上1.2m高處開始向下收縮,因?yàn)檫^(guò)高不利于落料,過(guò)低爐條承受壓力過(guò)大,易損傷爐條,其收縮率為25-30%;
(7)設(shè)計(jì)要有利于原料通過(guò)預(yù)熱、煅燒、冷卻三個(gè)帶不紊亂層位,順序下沉。易做到操作方便,三帶穩(wěn)定,不發(fā)生意外事件。然后達(dá)到高品高產(chǎn)、低耗的目的。
2)12m高喇叭型豎窯各部位主要尺寸
(1)窯體有效高度12m,中爐條上1.2m處直徑為2.8-3m。窯底直徑為2.5-2.6m,窯頂直徑為1.6-1.8m,窯壁向內(nèi)傾斜為5-6%。
(2)窯壁厚度:它由窯內(nèi)襯與隔熱層組成。窯內(nèi)襯用耐火磚砌筑時(shí)厚度為0.35m。窗內(nèi)襯與隔熱層厚度之和不小于1.1-1.2m。
(3)出料口:高2.2m,寬1.8-2.0m。出料口前后窯壁厚度為1.2m。
(4)進(jìn)料口:高1.6m,寬0.8m。其個(gè)數(shù),若爐頂口大,相對(duì)開2個(gè)進(jìn)料口。
(5)吸塵洞:與窯體縱向平行,一般在窯體后邊。距窯內(nèi)壁2.8m左右。下邊口低于的下邊的大爐條;上邊出地面2m。底圓直徑為0.6m,上口直徑為0.5-0.4m。
(6)吸熱洞:位于工房頂部,直徑為0.4-0.5m,上邊超出地面2m。
(7)爐帽:位于窯頂,有圓形和方形兩種。以方形為例:高2.2m,內(nèi)墻距窯壁的近點(diǎn)為0.35m。外墻長(zhǎng)、寬均為2.2m。其墻厚度為0.4m(或0.37m),其中留兩對(duì)進(jìn)料口或一個(gè)進(jìn)料口和一個(gè)排煙口。
(8)煙囪拐道:是連接煙囪和爐帽的設(shè)施,其長(zhǎng)短根據(jù)情況而定。要有一定的坡度,內(nèi)部尺寸高0.8m,寬0.7m。出口高度要與煙囪下邊留的口吻合,距地面2.5-3m高。
(9)煙囪:高度是窯體有效高的1.5-2倍。外壁向內(nèi)傾斜3%。煙囪出口內(nèi)徑不小于0.8-1m。
4、豎窯的高徑比
窯的內(nèi)徑是根據(jù)煅燒原料的性質(zhì)、鍛燒溫度的高低、煅燒操作的靈活程度等因素確定的。窯的內(nèi)徑大,產(chǎn)量高。但內(nèi)徑太大,難于在全窯體橫截面上透氣性一致、煅燒均勻,窯內(nèi)煅燒情況不易掌握。一般根據(jù)原料性質(zhì)所需要的鍛燒溫度、產(chǎn)量要求及能量消耗等各種因素確定高徑比。
所謂高徑比,就是以窯體的有效高度與窯體內(nèi)徑之比,高徑比過(guò)大,意味著窯體過(guò)長(zhǎng),會(huì)增加空氣透過(guò)料層的流體阻力;高徑比過(guò)小,則窯體過(guò)短,熱交換來(lái)不及充分進(jìn)行。因此,不適當(dāng)?shù)母邚奖?,無(wú)論過(guò)大或過(guò)小都會(huì)影響產(chǎn)品質(zhì)量、產(chǎn)量及燃料消耗。
目前,河南省礬土豎窯高徑比一般采用3.8-4.2,大不超過(guò)4.3。對(duì)于煅燒耐火級(jí)原料,高徑比可取上限4.2,對(duì)于煅燒研磨級(jí)原料,高徑比可取下限3.8。
5、豎窯內(nèi)物料的運(yùn)動(dòng)方式
1)在豎窯中物料與氣流呈逆向運(yùn)動(dòng)
物料在豎窯中運(yùn)動(dòng)的原因有兩種:一種是由于物料在煅燒過(guò)程中的收縮而引起上層物料(預(yù)熱帶與鍛燒帶)的運(yùn)動(dòng);另一種是由于下部物料的卸出而引起全窯物料的運(yùn)動(dòng)。因此,預(yù)熱帶上層的物料就包含了全部收縮運(yùn)動(dòng)與出料運(yùn)動(dòng)(而冷卻帶幾乎只有出料運(yùn)動(dòng))。在混料窯中應(yīng)當(dāng)包括燃料燃盡所引起的收縮運(yùn)動(dòng)。
2)豎窯中的空氣由窯底部鼓入或吸入,煙氣由上部經(jīng)煙囪排出
氣體在穿過(guò)散狀料層時(shí),阻力損失很大,每米散狀料層阻力可達(dá)800-1000Pa。因此,研究豎窯內(nèi)氣體運(yùn)動(dòng),對(duì)于保證煅燒帶燃料燃燒所需空氣量的供應(yīng)、氣體在窯斷面上的合理分布、降低氣體流動(dòng)過(guò)程的阻力損失、保證豎窯產(chǎn)量、質(zhì)量等方面都是有意義的。
(1)豎窯產(chǎn)量與鼓風(fēng)條件的關(guān)系:在豎窯斷面固定不變時(shí),若空氣流量增加,則氣流速度加快;由于空氣量增多,燃料燃燒速度加快;同時(shí),氣流與物料間對(duì)流換熱増強(qiáng),從而加快了物料預(yù)熱、煅燒及冷卻過(guò)程,窯的產(chǎn)量、煅燒物料質(zhì)量都可以提高。豎窯一般選用高壓離心式鼓風(fēng)機(jī)或羅茨鼓風(fēng)機(jī)。為減少動(dòng)力消耗,在實(shí)際操作中應(yīng)確定較為經(jīng)濟(jì)合理的氣流速度。
(2)豎窯斷面上的氣流分布:由于窯中物料堆積方式不同,將明顯影響氣體流動(dòng)過(guò)程中的阻力損失。在靠近窯壁處,物料堆積與窯壁之間的孔隙率較物料之間堆積的孔隙率大,加之物料收縮造成環(huán)形縫隙,使氣流較易從周邊通過(guò),即在窯的同一斷面上,周邊氣流的分配較中心處為多。由于氣流分配不均勻,致使物料在窯的同一斷面煅燒不均勻,這一現(xiàn)象稱為窯壁效應(yīng)。由于斷面上的氣流不均勻分布,影響鍛燒帶物料在豎窯中的位置與形狀。
例如,用固體燃料的混級(jí)料,由于氣流易于從周邊通過(guò),周邊燃料就較早點(diǎn)燃,且燃燒速度較快;而中心由于流體阻力大,氣流不易通過(guò),需較晚才能點(diǎn)燃,燃燒過(guò)程也進(jìn)行得較緩慢,從而形成“碗狀”煅燒帶。隨著鼓風(fēng)壓力的提高,空氣供應(yīng)量充分,整個(gè)煅燒帶將向上移動(dòng),并相應(yīng)縮短;但其周邊上火仍比中心處快,故仍呈“碗狀”。若窯內(nèi)阻力很大,鼓風(fēng)壓力低,空氣供給不足,則煅燒帶向下移動(dòng),并且拉長(zhǎng)。這樣不僅降低了煅燒溫度,而且冷卻帶變短,影響物料的煅燒與冷卻。
為克服上述現(xiàn)象,應(yīng)増加周邊流體阻力,均衡窯斷面通風(fēng)。為此,須進(jìn)行合理布料,即將碎料布于周邊,以增加阻力,同時(shí)應(yīng)減少周邊燃料量,以降低溫度。
為了保證窯內(nèi)氣體正常流動(dòng),并維持鍛燒帶所需空氣量,可采用三種不同的通風(fēng)方式:一種為壓入通風(fēng),即用風(fēng)機(jī)由窯底鼓入空氣,在窯內(nèi)形成正壓;還有一種為抽出通風(fēng),由窯頂抽風(fēng),在窯內(nèi)形成負(fù)壓;第三種為均衡通風(fēng),即由窯底進(jìn)行鼓風(fēng),窯頂進(jìn)行抽風(fēng),在窯內(nèi)形成既有正壓區(qū),又有負(fù)壓區(qū),并在窯的一定高度處形成零壓面的壓力制度。一般機(jī)械化豎窯采用一種通風(fēng)形式,而自然通風(fēng)豎窯為二種方式。
6、豎窯中固體燃料燃燒的方法
豎窯中,燃料燃燒放出的熱量除供原料燒結(jié)外,剩下的是窯襯散失熱量,煙氣帶走熱量,這些損失造成豎窯的熱效率不高(約50%)。
豎窯中的燃料采用固體、液體、氣體三者均可。天然氣、重油常用于煅燒溫度較高的白云石或鎂砂豎窯;發(fā)生爐煤氣可用于煅燒溫度較低的石灰或粘土豎窯。但目前使用量廣泛的還是固體燃料(煤和焦炭)。
1)固體燃料在豎窯中的燃燒方法
固體燃料在豎窯中的燃燒方法主要有:窯內(nèi)燃燒和窯外燃燒室進(jìn)行燃燒兩種。前者又可分為燃料與原料分層交互裝料和混合裝料兩種。
2)外火箱燃燒方式
主要適用于溫度較低的粘土豎窯,其優(yōu)點(diǎn)是:煤中的灰分不會(huì)污染原料,熟料的純度較高,尤其適用于灰分較多的煤。燃料加入豎窯中燃燒時(shí)同時(shí)傳熱給原料,這樣傳熱快、產(chǎn)量高、煤耗低、設(shè)備也較簡(jiǎn)單。但這種燃燒方式對(duì)燃料有一定的要求:
(1)煤的灰分含量應(yīng)小于20%。灰分過(guò)高,一方面使熱值降低、污染原料、影響熟料的純度;同時(shí)易造成煉窯、結(jié)瘤現(xiàn)象。對(duì)鎂砂、白云石質(zhì)的熟料要求燃料的灰分須低于13%。
(2)煤的粒度控制甚為重要,它影響到燃料燃燒速度和燃燒帶的厚度。為了保證原料在鍛燒時(shí)的停留有足夠的時(shí)間,煤的粒度與原料的粒度(塊度)應(yīng)有一定的比例。煤粒過(guò)小,燃燒時(shí)的高溫帶過(guò)分集中,高溫帶較短,生料在高溫帶的鍛燒時(shí)間短,原料的物理化學(xué)變化來(lái)不及完成,影響熟料的質(zhì)量。同時(shí),煅燒帶縮短,預(yù)熱帶相對(duì)增長(zhǎng),煅燒帶產(chǎn)生的CO2經(jīng)預(yù)熱帶時(shí)還原為CO的比例增多,造成熱耗的加大。如果煤粒過(guò)大,則燃燒速度減慢,煅燒帶拉長(zhǎng),火力不集中,且使冷卻帶相應(yīng)縮短,這樣造成原料煅燒和冷卻的質(zhì)量欠佳。
入窯燃料粒度要求:對(duì)于白云石、鎂砂豎窯,易燒結(jié)原料,燃料粒度25-40mm;難燒結(jié)原料,燃料粒度40-70mm或25-40mm。石灰豎窯:原料粒度30-70mm,燃料粒度13-25mm或25-40mm;原料粒度70-75mm,燃料粒度25-40mm。
(3)燃料的揮發(fā)分應(yīng)小于7%,以防止化學(xué)不完全燃燒的熱損失過(guò)大。燃料在外設(shè)燃燒室中進(jìn)行燃燒,燃燒產(chǎn)生的煙氣通過(guò)窯壁火孔進(jìn)入窯內(nèi)。這種窯可以使用揮發(fā)分含量高的燃料。燃料灰分對(duì)原料的粘污也較混料式豎窯為輕,所以這種豎窯使用的燃料種類比較廣泛,亦可使用劣質(zhì)煤。但由于部分熱量在燃燒室中散失,故其燃料消耗較混料式豎窯為高。此外,原料煅燒不夠均勻,窯中心部位易出現(xiàn)生料現(xiàn)象。為克服此現(xiàn)象,外設(shè)燃燒室豎窯一般砌成矩形截面,根據(jù)煙氣所能滲透的深度來(lái)確定矩形斷面寬度,以保證沿?cái)嗝婢鶆蜢褵?/div>
